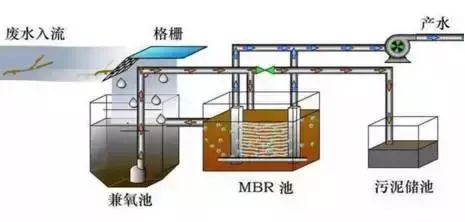
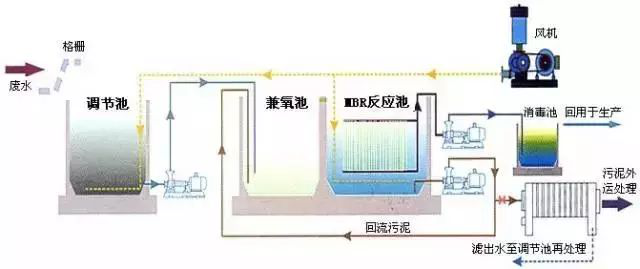
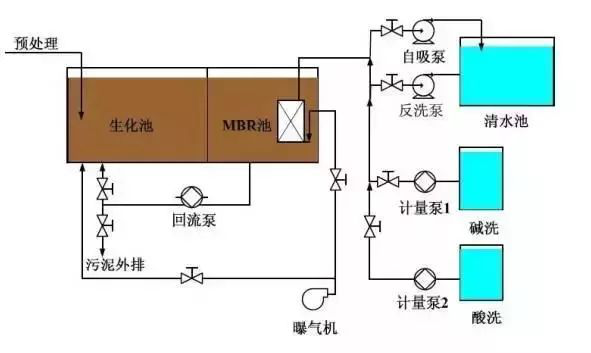
一、MBR及七种组合工艺介绍
膜生物反应器( Membrance Bioreactor Reactor,简称MBR)是一种由膜分离与生物处理技术组合而成的废水生物处理新工艺。
膜的种类繁多,按分离机理进行分类,有反应膜、离子交换膜、渗透膜等;按膜的性质分类,有天然膜(生物膜)和合成膜(有机膜和无机膜) ;按膜的结构型式分类,有平板型、管型、螺旋型及中空纤维型等。
MBR工艺在国内的研究现状
80年代以来,膜生物反应器愈来愈受到重视,成为研究的热点之一。目前该技术己应用于美国、德国、法国和埃及等十多个国家,规模从6m3/d至 13000m3/d不等。
我国对MBR的研究还不到十年,但进展十分迅速。国内对MBR的研究大致可分为几个方面:
1、探索不同生物处理工艺与膜分离单元的组合形式,生物反应处理工艺从活性污泥法扩展到接触氧化法、生物膜法、活性污泥与生物膜相结合的复台式工艺、两相厌氧工艺;
2、影响处理效果与膜污染的因素、机理及数学模型的研究,探求合适的操作条件与工艺参数,尽可能减轻膜污染,提高膜组件的处理能力和运行稳定性;
3、扩大MBR的应用范围,MBR的研究对象从生活污水扩展到高浓度有机废水(食品废水、啤酒废水)与难降解工业废水(石化污水、印染废水等),但以生活污水的处理为主。
MBR工艺有哪些特点?
与传统的生化水处理技术相比,MBR具有以下主要特点:
1、高效地进行固液分离,其分离效果远好于传统的沉淀池,出水水质良好,出水悬浮物和浊度接近于零,可直接回用,实现了污水资源化。
2、膜的高效截留作用,使微生物完全截留在生物反应器内,实现反应器水力停留时间(HRT)和污泥龄(SRT)的完全分离,运行控制灵活稳定。
3、由于MBR将传统污水处理的曝气池与二沉池合二为一,并取代了三级处理的全部工艺设施,因此可大幅减少占地面积,节省土建投资。
4、利于硝化细菌的截留和繁殖,系统硝化效率高。通过运行方式的改变亦可有脱氨和除磷功能。
5、由于泥龄可以非常长,从而大大提高难降解有机物的降解效率。
6、反应器在高容积负荷、低污泥负荷、长泥龄下运行,剩余污泥产量极低,由于泥龄可无限长,理论上可实现零污泥排放。
7、系统实现PLC控制,操作管理方便。
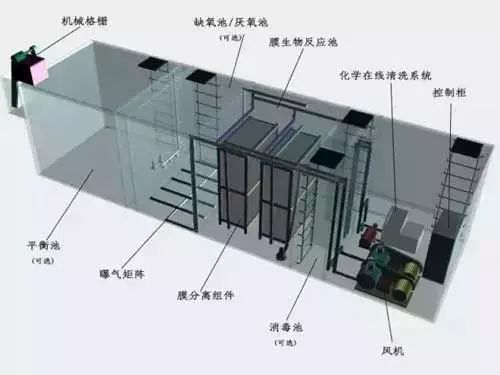
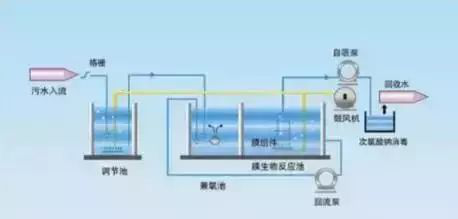
MBR工艺有哪些组成?
通常提到的膜 - 生物反应器实际上是三类反应器的总称:
①曝气膜 - 生物反应器 (Aeration Membrane Bioreactor, AMBR) ;
②萃取膜 - 生物反应器( Extractive Membrane Bioreactor, EMBR );
③固液分离型膜 - 生物反应器( Solid/Liquid Separation MembraneBioreactor, SLSMBR, 简称 MBR )。
曝气膜
曝气膜--生物反应器(AMBR)采用透气性致密膜(如硅橡胶膜)或微孔膜(如疏水性聚合膜),以板式或中空纤维式组件,在保持气体分压低于泡点( Bubble Point)情况下,可实现向生物反应器的无泡曝气。
该工艺的特点是提高了接触时间和传氧效率,有利于曝气工艺的控制,不受传统曝气中气泡大小和停留时间的因素的影响。
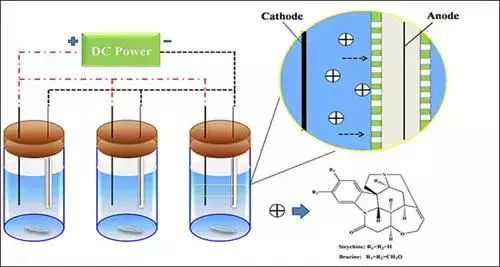
萃取膜
萃取膜--生物反应器,又称为EMBR(Extractive Membrane Bioreactor)。因为高酸碱度或对生物有毒物质的存在,某些工业废水不宜采用与微生物直接接触的方法处理;当废水中含挥发性有毒物质时,若采用传统的好氧生物处理过程,污染物容易随曝气气流挥发,发生气提现象,不仅处理效果很不稳定,还会造成大气污染。
由于萃取膜两侧的生物反应器单元和废水循环单元是各自独立,各单元水流相互影响不大,生物反应器中营养物质和微生物生存条件不受废水水质的影响,使水处理效果稳定。系统的运行条件如HRT和SRT可分别控制在最优的范围,维持最大的污染物降解速率。
固液分离型膜
固液分离型膜--生物反应器是在水处理领域中研究得最为广泛深入的一类膜--生物反应器,是一种用膜分离过程取代传统活性污泥法中二次沉淀池的水处理技术。其通过膜组件将固体有机物回流至反应器中,再将处理过的有机水排出。膜分离生物反应器的类型可以根据膜组件与生物反应器位置进行分类有一体式膜生物反应器、分置式膜生物反应器、复合式膜生物反应器。
在传统的废水生物处理技术中,二次沉淀池中的泥水分离靠重力作用完成的,其分离效率依赖于活性污泥的沉降性能,沉降性越好,泥水分离效率越高。而污泥的沉降性取决于曝气池的运行状况,改善污泥沉降性必须严格控制曝气池的操作条件,这限制了该方法的适用范围。由于二沉池固液分离的要求,曝气池的污泥不能维持较高浓度,一般在 1.5~3.5g/L左右,从而限制了生化反应速率。水力停留时间(HRT)与污泥龄(SRT)相互依赖,提高容积负荷与降低污泥负荷往往形成矛盾。系统在运行过程中还产生了大量的剩余污泥,其处置费用占污水处理厂运行费用的25% ~40% 。传统活性污泥处理系统还容易出现污泥膨胀现象,出水中含有悬浮固体,出水水质恶化。
针对上述问题,MBR将分离工程中的膜分离技术与传统废水生物处理技术有机结合,大大提高了固液分离效率;并且由于曝气池中活性污泥浓度的增大和污泥中特效菌(特别是优势菌群)的出现,提高了生化反应速率;同时,通过降低F/M比减少剩余污泥产生量(甚至为0),从而基本解决了传统活性污泥法存在的许多突出问题。
MBR工艺有哪些类型?
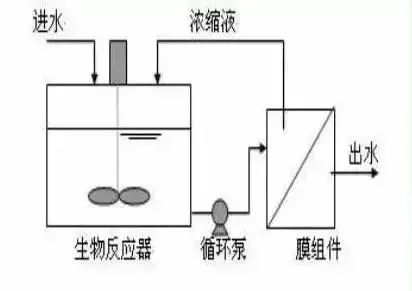
根据膜组件和生物反应器的组合方式,可将膜--生物反应器分为分置式、一体式以及复合式三种基本类型。(以下讨论的均为固液分离型膜--生物反应器)分置式
把膜组件和生物反应器分开设置。
生物反应器中的混合液经循环泵增压后打至膜组件的过滤端,在压力作用下混合液中的液体透过膜,成为系统处理水;固形物、大分子物质等则被膜截留,随浓缩液回流到生物反应器内。
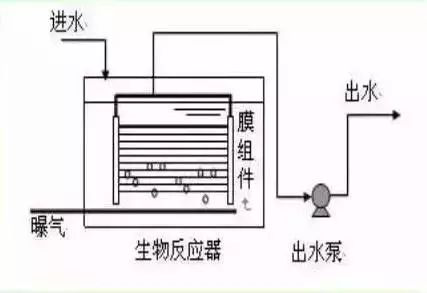
一体式
把膜组件置于生物反应器内部。进水进入膜--生物反应器,其中的大部分污染物被混合液中的活性污泥去除,再在外压作用下由膜过滤出水。
这种形式的膜--生物反应器由于省去了混合液循环系统,并且靠抽吸出水,能耗相对较低;占地较分置式更为紧凑,近年来在水处理领域受到了特别关注。但是一般膜通量相对较低,容易发生膜污染,膜污染后不容易清洗和更换。
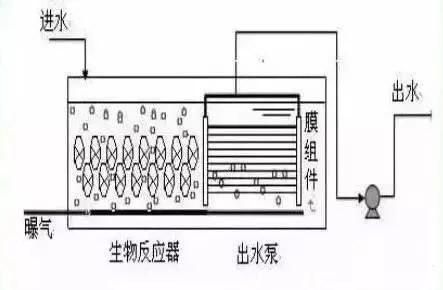
复合式
形式上也属于一体式膜--生物反应器,所不同的是在生物反应器内加装填料,从而形成复合式膜--生物反应器,改变了反应器的某些性状。
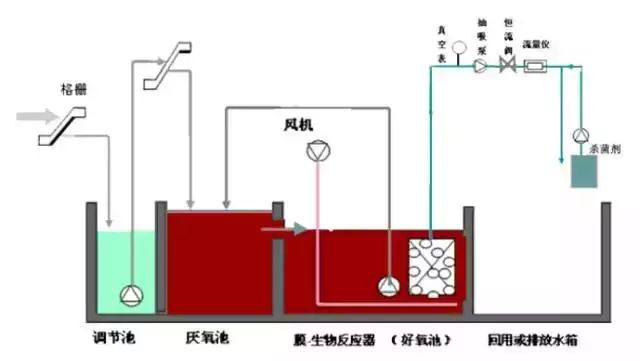
MBR有什么组合工艺?
为了使废水达到更好的净化效果,常常将A2O工艺和MBR工艺组合成新的系统。
A2O-MBR工艺
焦化废水是炼焦、高温干馏、煤气净化和回收等过程中产生的,含有挥发酚、多环芳烃、氧、硫、氮杂环化合物等特点,以及高COD值、高酚值和高含量的氨氮。
虽然A2O工艺处理焦化废水是最有效且应用广泛的方法之一。然而,这一过程的出水很难达到国家污水综合排放标准。A2O-MBR组合工艺的出现,利用膜过程的优势来进一步改善出水水质。
A2OA-MBR工艺
A2O/A-MBR工艺常用于脱氮除磷,该工艺是在A2O工艺的基础上再设一级缺氧池,废水经过碳膜完成生物脱氮除磷后,再利用第二缺氧池进行内源反硝化,进一步去除TN,之后,再利用膜池的好氧曝气作用保障出水。
AO-MBR工艺
在AO-MBR系统中,被隔除了悬浮物和杂物的废水流入调节池,均衡水质水量,然后进入沉淀池进行固液分离。上流清夜流入MBR处理池,MBR处理池设计为AO系统:在前段,进段的会流水充分混合进行生物反硝化脱氮,在后段进行生物降解和硝化,同时加碱,处理后的废水直接排放。
3A-MBR工艺
3A-MBR工艺是将膜生物反应器技术与传统的厌氧、缺氧、好氧工艺结合的新工艺,常常用在脱氮除磷废水的净化,突出特点与生物除磷脱氮过程相互促进,使整个系统除磷脱氮和去除有机物的效率达到最大化效果。
技术特点
充分提高膜反应池高浓度活性污泥,促进形成优势硝化菌群落,提高硝化效率,使氨氮去除彻底; 通过自动控制,优化膜生物反应器排泥时间,合理控制泥龄,提高系统内生长缓慢硝化菌、反硝化菌和其他专性生化菌的浓度,提高有机物和除磷脱氮的效果; 实现好氧排泥,避免磷的二次释放,提高磷去除率。
A(2A)O-MBR工艺
A(2A)O-MBR工艺采用的工艺流程依次为厌氧、第一段缺氧、第二段缺氧、好氧和膜池。气特点是在A2O-MBR工艺中设置两段缺氧区,通过控制进水和回流点调节两段缺氧区的功能。
进水方式采用厌氧区和第一缺氧区两点进水。回流方式采用三级两点回流,第一级是膜池混合液回流到好氧去前端;第二级是好氧区混合液分别回流到第一缺氧区和第二缺氧区;第三极是第一缺氧区的混合液混流到厌氧区。
SBR-MBR工艺
SBR-MBR工艺是将SBR和MBR相结合形成的一种工艺,具有两者的优点。SBR是一种改良型的活性污泥处理工艺,利用膜组件的截留过滤作用,反应中的微生物可以最大限度的繁殖,利于硝化细菌的生长,污泥的生物活性高、吸附和降解有机物能力强。
SBR-MBR工艺有进水、厌氧、好氧、沉淀五个系统,SBR和MBR的工作方式为生物脱磷除氮提供条件,还可以根据处理不同废水的需要进行控制,利用膜分离排水,提高废水的净化效率,还节省了时间。
二、厌氧反应器的16个技术问答
1、厌氧反应器内出现泡沫、化学沉淀等不良现象的原因是什么?
厌氧反应器中有时会产生大量泡沫,泡沫呈半液半固状,严重时可充满气相空间并带入沼气管道,导致沼气系统的运行困难。
产生泡沫的主要原因是厌氧系统运行不稳定,因为泡沫主要是由于CO2产量太大形成的,当反应器内温度波动或负荷发生突变等情况发生时,均可导致系统运行的不稳定和CO2的产量增加,进而导致泡沫的产生。如果将运行不稳定因素及时排除,泡沫现象一般也会随之消失。在厌氧污泥培养初期,由于CO2产量大而甲烷产量少,也会出现泡沫,随着甲烷菌的培养成熟,CO2产量减少,泡沫一般也会逐渐消失。进水中含有蛋白质是产生泡沫的一个原因,而微生物本身新陈代谢过程中产生的一些中间产物也会降低水的表面张力而生成气泡。厌氧生物处理过程中大量产气会产生类似好氧处理的曝气作用而形成气泡问题,负荷突然升高所带来的产气量突然增加也可能出现泡沫问题。
碳酸钙(CaCO3)沉淀:处理废水钙含量高或利用石灰补充碱度,都会增加产生碳酸钙沉淀的可能性。高浓度的碳酸氢盐和磷酸盐都有利于钙的沉淀。
鸟粪石(MgNH4PO4)沉淀:进水中含有较高浓度的溶解性正磷酸盐、氨氮和 镁离子时,就会生成鸟粪石沉淀。厌氧处理系统鸟粪石沉淀主要在管道弯头、水泵入口和二沉池进出口等处出现。
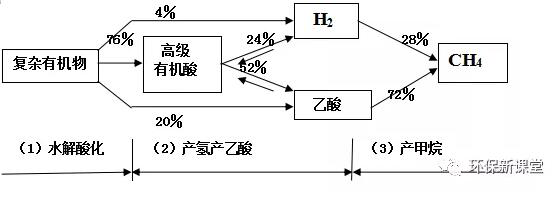
2、厌氧生物处理的三个阶段是怎样的?
理论研究认为三个阶段,即厌氧消化过程分为水解发酵阶段、产乙酸产氢阶段、产甲烷阶段三部分。
水解发酵阶段和产乙酸产氢阶段又可合称为酸性发酵阶段。在这个阶段,污水中的复杂有机物,在酸性腐化菌或产酸菌的作用下,分解成简单的有机物,如有机酸,醇类等,以及CO2、NH3和H2S等无机物。由于有机酸的积累,污水的pH值下降到6以下。此后,由于有机酸和含氮化合物的分解,产生碳酸盐和氨等使酸性减退,pH值回升到6.6~6.8左右。
⑴ 水解酸化阶段。污水中复杂的大分子、不溶性的有机物在细胞外酶的作用下水解为小分子、溶解性有机物,然后渗入细胞体内,水解产生挥发性有机酸、醇类及醛类等。
⑵ 产氢产乙酸阶段。在产氢产酸菌的作用下,各种有机酸分解转化为乙酸、氢和二氧化碳。
⑶ 产甲烷阶段。产甲烷菌将乙酸、氢及二氧化碳转化为甲烷。
3、厌氧消化的三个阶段和COD转化率有多少?
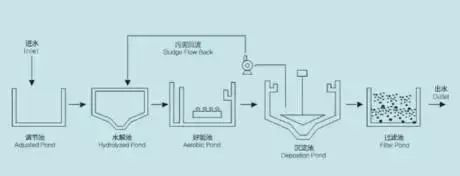
4、水解酸化法的优点是什么?
⑴ 池体不需要密闭,也不需要三相分离器,运行管理方便简单。
⑵ 大分子有机物经水解酸化后,生成小分子有机物,可生化性较好,即水解酸化可以改变原污水的可生化性,从而减少反应时间和处理能耗。
⑶ 水解酸化属于厌氧处理的前期,没有达到厌氧发酵的最终阶段,因而出水中也就没有厌氧发酵所产生的难闻气味,改善了污水处理厂的环境。
⑷ 水解酸化反应所需时间较短,因此所需构筑物体积很小,一般与沉淀池相当,可节约基建投资。
⑸ 时间酸化对固体有机物的降解效果较好,而且产生的剩余污泥很少,实现了污泥、污水一次处理,具有消化池的部分功能。
5、厌氧生物处理的主要特点有哪些?
⑴ 能耗较低:因为厌氧生物处理不需要供氧,能源消耗约为好氧活性污泥法的1/10,还能产生具有较高热值的甲烷气(CH4)。每去除1gCODcr可以产生0.35标准升甲烷或0.7标准升沼气。沼气的热值为22.7KJ/L,甲烷的热值为39300KJ/m3,一般天然气的热值为34300KJ/m3 。
⑵ 污泥产量低:因为厌氧微生物的增殖速率比好氧微生物低得多,好氧生物处理系统每处理1kgCODcr产生的污泥量为0.25~0.6kg,而厌氧生物处理系统每处理1kgCODcr产生的污泥量只有0.02~0.18kg。
⑶可对好氧生物处理系统不能降解的一些大分子有机物进行彻底降解或部分降解。
⑷ 厌氧微生物对温度、PH等环境因素的变化更为敏感,运行管理好厌氧生物处理系统的难度较大。
⑸ 水温适应广:好氧处理水温在10~35℃之间,当高温时就需采取降温措施;而厌氧处理水温适应广泛,分低温厌氧(10~30℃)、中温厌氧(30~40℃)和高温厌氧(50~60℃)。
6、厌氧生物处理的影响因素有哪些?
⑴ 温度。存在两个不同的最佳温度范围(55℃左右,35℃左右)。通常所称高温厌氧消化和低温厌氧消化即对应这两个最佳温度范围。
⑵ pH值。厌氧消化最佳pH值范围为6.8~7.2。
⑶ 有机负荷。由于厌氧生物处理几乎对污水中的所有有机物都有降解作用,因此讨论厌氧生物处理时,一般都以CODcr来分析研究,而不象好氧生物处理那样必须以BOD5为依据。厌氧处理的有机负荷通常以容积负荷和一定的CODcr去除率来表示。
⑷ 营养物质。厌氧法中碳氮磷的比值控制在CODcr:N:P=(200~300):5:1即可。甲烷菌对硫化氢的最佳需要量为11.5mg/L。有时需补充某些必需的特殊营养元素,甲烷菌对硫化物和磷有专性需要,而铁、镍、锌、钴、钼等对甲烷菌有激活作用。
⑸ 氧化还原电位。氧化还原电位可以表示水中的含氧浓度,非甲烷厌氧微生物可以在氧化还原电位小于+100mV的环境下生存,而适合产甲烷菌活动的氧化还原电位要低于-150mV,在培养甲烷菌的初期,氧化还原电位要不高于-330mV。
⑹ 碱度。废水的碳酸氢盐所形成的碱度对pH值的变化有缓冲作用,如果碱度不足,就需要投加碳酸氢钠和石灰等碱剂来保证反应器内的碱度适中。
⑺ 有毒物质。
⑻ 水力停留时间。水力停留时间对于厌氧工艺的影响主要是通过上流速度来表现出来的。一方面,较高的水流速度可以提高污水系统内进水区的扰动性,从而增加生物污泥与进水有机物之间的接触,提高有机物的去除率。另一方面,为了维持系统中能拥有足够多的污泥,上流速度又不能超过一定限值。
7、营养物质对厌氧生物处理的影响体现在哪些方面?
厌氧微生物的生长繁殖需要摄取一定比例的CNP及其他微量元素,但由于厌氧微生物对碳素养分的利用率比好氧微生物低,一般认为,厌氧法中碳氮磷的比值控制在CODcr:N:P=(200~300):5:1即可。还要根据具体情况,补充某些必需的特殊营养元素,比如硫化物、铁、镍、锌、钴、钼等。
在厌氧处理时提供氮源,除了满足合成菌体之外,还有利于提高反应器的缓冲能力。如果氮源不足,即碳氮比太高,不仅导致厌氧菌增殖缓慢,而且使消化液的缓冲能力降低,引起pH值下降。相反,如果氮源过剩,碳氮比太低、氮不能被充分利用,将导致系统中氮的积累,引起pH值上升;如果pH值上升到8以上,就会抑制产甲烷菌的生长繁殖,使消化效率降低。一般说来,氮的浓度必须保持在40~70mg/L的范围内才能维持甲烷菌的活性。
8、pH值对厌氧处理的影响体现在哪些方面?
厌氧微生物对其活动范围内的pH值有一定的要求,产酸菌对pH值的适应范围较广,一般在4.5~8.0之间都能维持较高的活性。而甲烷菌对pH值较为敏感,适应范围较窄,在6.6~7.4之间较为适宜,最佳pH值为7.0~7.2。因此,在厌氧处理过程中,尤其是产酸和产甲烷在一个构筑物内进行时,通常要保持反应器内的pH值在6.5~7.2之间,最好保持在6.8~7.2的范围内。
厌氧处理要求的最佳pH值指的是反应器内混合液的pH值,而不是进水的pH值,因为生物化学过程和稀释作用可以迅速改变进水的pH值。反应器出水的pH值一般等于或接近反应器内部的pH值。
含有大量溶解性碳水化合物的废水进入厌氧反应器后,会因产生乙酸而引起pH值的迅速降低,而经过酸化的废水进入反应器后,pH值将会上升。含有大量蛋白质或氨基酸的废水,由于氨的形成,pH可能会略有上升。因此,对不同特性的废水,可控制不同的pH值,可能低于或高于反应器所要求的pH值。
9、维持厌氧反应器内有足够碱度的措施有哪些?
⑴ 投加碱源:增大系统缓冲能力的碱源可以使用碳酸氢钠和石灰等。
⑵ 提高回流比:正常厌氧消化处理设施的出水中含有一定的碱度,将出水回流可以有效补充反应器内的碱度。
10、什么是VFA和ALK?VFA与ALK的比值有什么意义?
VFA表示的是厌氧处理系统内的挥发性有机酸的含量,ALK则表示的是厌氧处理系统内的碱度。
厌氧消化系统正常运行时,ALK一般在1000~5000 mg/L(以CaCO3计)之间,典型值在2500~3500mg/L之间,VFA一般在50~2500mg/L之间,必须维持碱度和挥发酸浓度之间的平衡,使消化液pH保持在6.5~7.5的范围内。只要碱度和挥发酸浓度能保持平衡,当碱度超过4000mg/L时,即使VFA超过1200mg/L,系统也能正常运行。而碱度与酸度能保持平衡的主要标志就是VFA与ALK的比值保持在一定的范围内。
VFA/ALK反应了厌氧处理系统内中间代谢产物的积累程度,正常运行的厌氧处理装置的VFA/ALK一般在0.3以下,如果VFA/ALK突然升高,往往表明中间代谢产物不能被甲烷菌及时分解利用,即系统已出现异常,需要采取措施进行解决。
如果VFA/ALK刚刚超过0.3,在一定时间内,还不至于导致pH值下降,还有时间分析造成VFA/ALK升高的原因和进行控制。如果VFA/ALK超过0.5,沼气中的CO2含量开始升高,如果不及时采取措施予以控制,会很快导致pH值下降,使甲烷菌的活动受到抑制。此时应加入部分碱源,增加反应器内的碱度使pH值回升,为寻找确切的原因并采取控制措施提供时间。如果VFA/ALK超过0.8,厌氧反应器内pH值开始下降,沼气中甲烷的含量往往只有42%~45%,沼气已不能燃烧。这时候必须向反应器内大量投入碱源,控制住pH值的下降并使之回升,如果pH值持续下降到5以下,甲烷菌将全部失去活性,需要重新培养厌氧污泥。
11、为什么VFA是反映厌氧生物反应器效果的重要指标?
VFA表示的是厌氧处理系统内的挥发性有机酸的含量,而挥发性有机酸是厌氧生物处理系统的中间产物。
厌氧生物处理系统实现对废水中或污泥中有机物的有效处理,最终是通过产甲烷过程来实现的,而产甲烷菌所能利用的有机物就是挥发性有机酸VFA。如果厌氧生物反应器的运转正常,那么其中的VFA含量就会维持在一个相当稳定的范围内。
VFA过低会使甲烷能利用的物料减少,厌氧反应器对有机物的分解程度降低;而VFA过高超过甲烷菌所能利用的数量,又会造成VFA的过度积累,进而使反应器内的pH下降,影响甲烷菌正常功能的发挥。同时甲烷菌因各种原因受到伤害后,也会降低对VFA的利用率,反过来造成VFA的积累,形成恶性循环。
因此,所有的厌氧反应器都应把VFA作为一个控制指标来分析化验和及时掌握。
12、什么是升流式厌氧污泥反应器UASB?
升流式厌氧污泥反应器的英文是Upflow Anaerobic Sludge Blan-ket,简称为UASB,其基本特征是在反应器的上部设置气、固、液三相分离器,下部为污泥悬浮区和污泥床区。
13、什么是膨胀颗粒污泥床EGSB?
膨胀颗粒污泥床的英文是Expanded Granular Sludge bed,简写为EGSB,是在UASB反应器的基础上发展而来的。EGSB反应器与UASB反应器的结构非常相似,所不同的是EGSB反应器中采用高达2.5~6m3/(m2·h)的水力负荷,这远大于UASB常用的约0.5~2.5m3/(m2·h)的水力负荷。因此,在EGSB反应器中,颗粒污泥床处于部分或全部“膨胀化”状态,即污泥床的体积由于颗粒之间的平均距离的加大而增加。为了提高水力负荷(即上流速度),EGSB反应器采用较大的高度与直径比和较大的回流比。
14、什么是颗粒污泥?
颗粒污泥的形成实际上是微生物固定化的一种形式,其外观为具有相对规则的球形或椭圆形黑色颗粒。颗粒污泥的粒径一般为0.1~3mm,个别大的有5mm,密度为1.04~1.08g/cm3,比水略重,具有良好的沉降性能和降解水中有机物的产甲烷活性。
在光学显微镜下观察,颗粒污泥呈多孔结构,表面有一层透明胶状物,其上附着甲烷菌。颗粒污泥靠近外表面部分的细胞密度较大,内部结构松散、细胞密度较小,粒径较大的颗粒污泥往往有一个空腔,这是由于颗粒污泥内部营养不足使细胞自溶而引起的。大而空的颗粒污泥容易破碎,其破碎的碎片成为新生颗粒污泥的内核,一些大的颗粒污泥还会因内部产生的气体不易释放出去而容易上浮。
15、使升流式厌氧反应器内出现颗粒污泥的方法有哪几种?
UASB反应器运行成功的关键是具有颗粒污泥,使UASB反应器内出现颗粒污泥的方法有以下三种:
⑴ 直接接种法:从正在运行的其它UASB反应器中取出一定量的颗粒污泥直接投入新的UASB反应器后,由少到多逐步加大处理的污水水量,直到设计水量。这种方法反应器投产所需时间最快,但一般只有在启动小型UASB反应器采用这种方法。
⑵ 间接接种法:将取自正在运行的厌氧处理装置的厌氧活性污泥,如城市污水处理厂的消化污泥,投入UASB反应器后,创造厌氧微生物最佳的生长条件,有人工配制的、含有适当营养成分的营养水进行培养,形成颗粒污泥后,再由少到多逐步加大被处理的污水水量,直到设计水量。
⑶ 直接培养法:将取自正在运行的厌氧处理装置的厌氧活性污泥,如城市污水处理厂的消化污泥,投入UASB反应器后,用被处理污水直接培养,形成颗粒污泥后,再逐步加大被处理的污水水量,直到设计水量。这种方法反应器投产所需时间较多,可长达3~4个月,大型UASB反应器常采用这种方法。
16、厌氧污泥培养成熟后有何特征?
培养结束后,成熟的污泥呈深灰到黑色,有焦油气味但无硫化氢气味,pH值在7.0~7.5之间,污泥容易脱水和干化。对进水的处理效果高,产气量大,沼气中甲烷成分高。培养成熟的厌氧消化污泥的基本指标和参数见下表。
五、影响污泥浓度提升的四大原因
活性污泥浓度提升困难原因很多,通过控制活性污泥运行的各工艺指标,我们能够发现活性污泥提升浓度困难与这些指标的关系密切,主要有如下原因:
1、曝气过度,溶解氧值控制过高
曝气过度对活性污泥浓度提升的影响主要表现在活性污泥提升过程中产生的游离细菌容易被过量的曝气所氧化,这使得活性污泥浓度无法进一步提升。为此,保持合理的曝气量,就需要操作人员经常进行确认了,而且确认的曝气效果是整个生化池范围内的溶解氧值。
2、营养剂投加不足
营养剂的投加在活性污泥培菌和正常运行阶段都是非常重要的。营养剂作为细胞的必要组成元素,是绝对不能缺少的,否则连基本的菌胶团形成都会受到抑制。
为了能够有效保证营养剂的合理量投加,通过对出水水质的营养剂残余检测来判断营养剂投加是否充足比较有效,当然,通过理论计算的营养剂投加量也可以参考。只是需要意识到在提升活性污泥浓度的时候,也需要将营养剂投加量一起跟上,否则出现营养剂投加不足的现象时就会对活性污泥的正常功能代谢产生影响。
3、进水底物浓度太低
活性污泥的生长繁殖所需要的能量来自污水、废水中的有机物,而污水、废水中的有机含量决定了能够支持多大群落的活性污泥总量。通过这个基本原理,我们知道,活性污泥的浓度不能一味向上提升,而是受底物浓度总含量的限制。
所以,在需要提高活性污泥浓度的时候,第一个需要弄清楚的是为什么要提高活性污泥浓度,没有目的性的提升活性污泥浓度是没有必要的。因为,将活性污泥浓度维持在动态平衡的时候,此时的活性污泥浓度与进水底物的浓度是相适应的,如果毫无目的的提高活性污泥的浓度,就会出现底物浓度跟不上、活性污泥浓度无法提升的现象。
同时,长时间为提升活性污泥浓度而不排泥的话,我们会发现活性污泥会进入老化阶段,以至于会进一步降低活性污泥的浓度。为此,需要提高活性污泥浓度的话,在底物浓度不变的情况下,活性污泥浓度能够维持的一个高点就是它的最高限值,如果要超越这个最高限值就需要新增底物浓度来达到活性污泥浓度的进一步提升。
通常,越是发现底物浓度低就越想提高活性污泥浓度,比如进水中COD值只有10-4mg/L,这样的进水有机物浓度,很难培养出较好的活性污泥菌胶团形态。这时,操作人员多半觉得排泥太多,所以,培菌或正常运行时的活性污泥浓度控制过低。
孰不知,这样的进水有机物浓度对活性污泥的规模量繁殖是相当困难的,特别是伴有进水流量不足时。解决这样的问题只有增加底物浓度。否则,培菌或运行的结果就是活性污泥无法规模培养,所形成的活性污泥细小松散、活性差、原后生动物稀少
4、含有过量的有毒或抑制类物质
难降解有机物或毒性物质的流入对活性污泥的正常繁殖有很大影响。应对这样的情况需要降低此类有毒物质的流入,对蓄积在活性污泥内有毒或惰性物质需要通过排泥及时排除,而不是降低排泥来提高活性污泥的浓度。
另外,增加停留时间是应对惰性物质和难降解有机物的重要方法,很多难降解物质如苯类化合物、印染废水的染料等需要提高废水在生化系统的停留时间才能比较彻底的对其进行处理。