一、活性污泥到底能承受多高盐分浓度?
根据《污水排入城镇下水道水质标准》(CJ-343-2010)中规定,进入污水处理厂进行二级处理时,排入城镇下水道的污水水质应符合B等级(表1)的规定,其中氯化物600mg/L、硫酸盐6000 mg/L。
根据《室外排水设计规范》(GBJ 14-87)(GB50014-2006及2011年版对盐分没有特别说明)附录三“生物处理构筑物进水中有害物质容许浓度””,氯化钠容许浓度为4000mg/L。
海产品加工园区污水厂根据工程实践经验以及经过理论论证,认为生化处理中为不影响生化系统处理效果,盐度不宜高于6000mg/L,短暂冲击不宜高于8000 mg/L,特殊情况不宜高于10000mg/L。
盐度对微生物的影响主要有:
1、导致微生物脱水死亡
盐浓度较高的情况下,渗透压的变化是主因。细菌的内部是一个半封闭的环境,必须与外部环境发生对其有利的物质与能量的交换才能维持其生命活性,但是也必须阻止绝大部分的外界物质进入,以避免对其内部的生物化学反应的干扰与阻挠。
盐浓度增加,导致细菌内部溶液浓度低于外界,又因为水从低浓度向高浓度移动的特性,导致细菌体内水分大量流失引起其内部生物化学反应环境变化,最终破坏其生物化学反应进程直至中断,菌体死亡。
2、使微生物物质吸收过程受干扰阻断死亡
细胞膜有选择透过的特性,以过滤对细菌生命活动有害的物质,吸收对其生命活动有益的物质。而这个吸收过程受外部环境的溶液浓度,物质纯度等情况直接影响,而盐的加入导致细菌的吸收环境受到干扰或者阻断,最终引起细菌生命活性受到抑制甚至死亡。这种情况因细菌个体情况,品种情况,盐的种类及盐的浓度差异较大。
3、使微生物中毒死亡
有些盐会随着细菌的生命活动进入细菌内部,破坏其内部的生物化学反应进程,有些会与细菌的细胞膜发生作用,导致其性质转变而不再起到保护作用或者不再能吸收某些对细菌有益的物质,进而导致细菌的生命活性受到抑制或者菌体死亡。其中以重金属盐为代表,一些杀菌方法既是利用此原理。
研究表明,高盐度对生化处理的影响主要体现在以下几个方面:
1、随着盐度的升高,活性污泥的生长受到影响。其生长曲线的变化表现在:适应期变长;对数增长期的生长速度变慢;减速生长期的历时变长。
2、盐度加强了微生物的呼吸作用和细胞的溶胞作用。
3、盐度降低了有机物的可生物降解性和可降解程度。使有机物的去除率和降解速率下降。
二、处理高氨氮废水亚硝化细菌培养实验研究
氨氮含量是污水水质中的一项重要指标,近年来的氮污染问题急剧增加,因此有关废水的生物脱氮研究日益受到重视。含有氨氮的废水生物脱氮无论是理论还是实践上,人们普遍认为“硝化-反硝化”是处理含氮废水的有效方法,其中硝化作用是由亚硝化细菌和硝化细菌共同完成的,而亚硝化细菌的亚硝化作用是脱氮过程中决定反应速度的重要一步。虽然关于亚硝化细菌菌株本身的研究较多,但探讨亚硝化细菌用于对含氨氮废水进行处理的研究较少,因此作者从某城市污水处理厂活性污泥中筛选了一株对氨氮有较强作用的亚硝化细菌,探讨了该亚硝化型细菌对不同浓度氨氮废水的作用,以及温度、pH值和溶解氧等影响因素对氨氮去除的影响。通过试验研究表明该亚硝化细菌处理氨氮废水的处理能力较强,最终希望能够将该细菌应用于对含氨氮废水的短程硝化处理上。
1、材料与方法
1.1菌源及培养基
菌源为杭州某城市污水处理厂好氧段活性污泥。培养基成分:(NH4)2SO42g、K2HPO40.75g、NaH2PO40.25g、MgSO4•7H2O0.03g、MnSO4•4H2O0.03g,培养基配置好后投加Na2CO3调节pH至8.1~8.2,在121℃高温高压下灭菌20min。
1.2实验装置
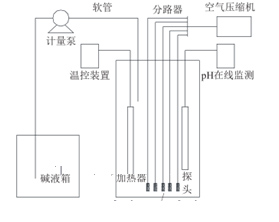
选择性传代培养采用恒温振荡培养箱,亚硝化细菌定向培养装置如图1所示,主体为圆柱形容器,有效容积为20L,配有空气压缩机、曝气头、温控器、计量泵、在线DO仪及在线pH计。
图1定向培养装置
1.3方法
1.3.1培养基亚硝化细菌富集培养基
0.4%(NH4)2SO4、0.1%K2HPO4、0.05%MgSO4、0.2%NaCl、0.04%FeSO4,0.5%CaCO3混匀溶解。调节pH值至8.0~8.2。亚硝化细菌液体培养基:亚硝化细菌富集培养基稀释5倍,即为亚硝化细菌液体培养基,其中NH+4-N浓度为206mg/L。
1.3.2亚硝化细菌培养条件优化
1.3.3.1温度
选取一定量的长势较好的亚硝化细菌,加入500mL亚硝化细菌液体培养基,于500mL摇瓶中,调pH值为8,在15、25、30、35、40℃下,110r/min摇床培养。1.2.2.2Na2CO3浓度选取一定量的长势较好的亚硝化细菌,加入500mL亚硝化细菌液体培养基,于500mL摇瓶中,调pH值为8,分别加入0.1%、0.2%、0.4%,1%Na2CO3,110r/min,最适温度下摇床培养。
1.3.3.2 NH4HCO3浓度
选取一定量的长势较好的亚硝化细菌,加入500mL亚硝化细菌液体培养基,于500mL摇瓶中,调pH值为8,分别加入0.02%、0.1%、0.2%、0.3%NH4HCO3,110r/min,最适温度,最适Na2CO3浓度下摇床培养。
2 、结果与讨论
2.1选择性传代培养效果
选择性传代培养第4批次、第5批次亚硝化效果如图2所示,经过5批次选择性传代培养,亚硝化速率得以提高,亚硝化细菌逐渐成为优势菌,第5批次培养第10d,ρ(NH4+-N)=0,NO2-N累积率达到93%。
2.2亚硝化细菌的形态特征
在分离平板上挑选点状粉红色单菌落,进行生理生化实验和扫描电镜分析,分离菌株为格兰氏阴性,需氧性实验阳性,不需要有机生长因子,观察扫描电镜成像可知为短杆状,菌体大小约0.75μm×0.3μm,根据形态特征及生化特征分析,分离菌株为亚硝化单胞菌属。
2.3培养条件对亚硝化效果的影响
高氨氮水质驯化过程中的亚硝化效果如图6所示,随着培养时间的延长和初始NH4+-N浓度的提高,经过22d的连续培养,亚硝化细菌逐渐适应了高氨氮水质环境,NH4+-N去除率≥94.5%,氨氧化速率达到21.8mg/(L•h)。NH4+-N在好氧条件下被稳定地转化为NO2--N,亚硝化细菌得到了有效富集,亚硝化细菌浓度达到2.4×109CFU/mL,亚硝酸氮累积率≥96.0%。当初始ρ(NH4+-N)≥400mg/L,NH4+-N去除率有所下降,分析认为,在pH及水温不变的前提下,提高初始氨氮浓度在脱氮初期造成了游离氨浓度的升高,进而在一定程度上抑制了初期亚硝化细菌的活性,随着亚硝化作用的持续进行,游离氨浓度有所降低,但氨氧化速率仍受到一定影响。
结语
选择性传代培养可从市污水处理厂好氧段活性污泥中富集亚硝化细菌,经过5批次选择性传代培养,亚硝化速率和NO2--N累积率得以提高,亚硝化细菌逐渐成为优势菌,第5批次培养第10天,NH4+-N全部去除NO2--N累积率达到93%,分离的亚硝化细菌为亚硝化单胞菌属,短杆状,菌体大小约0.75μm×0.3μm。2)在初始ρ(NH4+-N)=200mg/L的情况下,最适宜培养亚硝化细菌的条件为:pH=8、水温T=30℃、ρ(DO)=1mg/L。
三、污水处理淡季运行准则
一、定义
是指在淡季生产时期(一般每年10月份到次年3月份,冬季或节假日等),污水处理系统的运行过程,淡季污水运行具有水质水量波动较大,原水温度较低等特点,给污水运行控制和正常运行带来一定的难度。
二、目的
根据某些行业污水的特点,采取相应的预防措施,确保污水淡季稳定运行,达标排放。
三、淡季运行控制
这是淡季生产的第一种表现。工厂未停产,但产量时高时低,导致水量均匀性差。有时只有包装线排水,有时只有酿造排水,有时同时排水。水量、水质忽高忽低。对系统影响圈套。如何进水水质水量的波动不对生物处理过程产生冲击,保障稳定的达标排放率是进行控制的要点。
1、厌氧系统的淡季运行关键控制点:
反应器需求:正常运行的反应器每次水量波动幅度不超过上次的20%,出现水量对厌氧处理系统产生影响一般发生在停产后生产的3~4天内,并很快恢复正常。
应对措施:污水站车间来水暂存,在集水池,调节池里预酸化,可以去除一部分COD,同时根据生产计划预计废水排放量,制定进水计划。间歇进水,但必须保证进水流量恒定。
1.1进水COD负荷控制:
反应器需求:来水COD波动较大,但正常运行的反应器根据设计要求有恒定的污泥负荷要求。要求进水COD浓度尽可能恒定。
应对措施:充分利用调节池或事故池,对高COD废水进行稀释。充分发挥调节池的均质作用。同时减少进水时间,增大进水时间间隔,适当增加pH。必要时开循环泵稀释进水。
1.2进水温度控制:
反应器需求:中温厌氧反应器最适宜的温度为30~35℃。在上述范围,温度在1~3℃的微小波动,对厌氧反应影响不明显。但温度骤变,刚会使污泥活性下降,产生酸积累问题。
应对措施:进水水温较低,且环境温度较低的工厂可以向调节池蒸汽加热等方式提高厌氧系统进水温度。保证厌氧进水温度至少在20℃以上。
1.3进水pH值控制:
淡季现状:由于产量少,停运时间长,每次生产前都要进行刷洗(酸或碱刷洗),若刷洗时没有其他污水混合,会导致污水站进水pH值忽高忽低。
反应器需求:正常运行的反应器内产酸菌和产甲烷菌的生存在一个酸碱的缓冲体系,所以完全厌氧反应应严格控制pH,即产甲烷菌的最佳 pH范围为6.8~7.2.
应对措施: 通过调节池的调节和酸碱添加控制厌氧池进水的pH。越是在淡季水量低时越应控制pH值达到工艺要求范围,通过提高调节池和厌氧池进水的pH检测频率提高厌氧池的pH控制精度。
2、好氧系统淡季运行关键控制点
2.1适宜的溶解氧
淡季现状:淡季生产时由于有进只有包装车间排水(COD较低),有时只有酿造排水(COD较高),来水COD波动较大。
好氧系统需求:针对不同COD浓度的来水,好氧的曝气系统也需要进行调整。不同的COD浓度对应不同的曝气量。正常运行的好氧系统溶解氧浓度应该控制在2~4mg/l。
应对措施:及时监控源头水及厌气道山清水秀COD浓度。COD浓度高时,加大曝气量,COD浓度低时,降低曝气量。
2.2污泥沉降比:
淡季现状:淡季生产一般在冬季,好氧污泥的活性不如夏季活跃。因此可以适当的控制稍高的污泥沉降比。夏季因为温度高,容易引起好氧污泥膨胀,污泥沉降比可以控制下限。
好氧系统需求:冬季污泥沉降比控制在20~40适宜;夏季污泥沉降比控制在10~30适宜。
应对措施:根据好氧活性污泥量及时调节污泥回流比。适当提高好氧池的活性污泥回流量,控制污泥沉降比在20~40.
3、停产期间运行控制
这是淡季生产的第二种情况:当工厂没有生产计划时,酿造一段时间内不生产,污水站只能停止运行,如何让停运后的污泥能保证活性,停产结束启动运行时能快速恢复,保证达标排放是停产期间控制的要点。
3.1短期停产(3~5天)运行控制要点
3.1.1了解短期停产的情况,停产前集水池、调节池提前贮满水,PH必须控制在6~8.5之间.
3.1.2在停产前,把调节池废水COD调高,保证停产期间,套氧池在低流量进水情况下,使厌氧菌能够获得一定的营养。或者,在停产期间,有闭幕地向汗水处理排放废酵母稀液(废酵母沉淀后的上清液),糖化刷洗水或次酒等COD高的废液。
3.1.3间歇进水,每天厌氧池间歇小流量进水。按正常程序处理。
3.1.4好氧池间歇曝气,每处理周期停止进水或加药品后至少日报2小时,第处理周期可停止曝气1次,每次时间不超过2小时。
3.2停产5~15天的运行控制要点
3.2.1厌氧池在前进水,然后停止进水让厌氧牌休眠状态。
3.2.2好氧池在停产前加大 污泥回流量,进行保泥。停产期间第5天曝气一次,曝气时间根据污泥颜色而定,污泥变黄以后停止曝气(大约10个小时左右)。
3.3长期停产(15天以上)运行控制要点
3.3.1厌氧池在停产前进水,然后停止进水,让厌氧进入休眠状态
3.3.2好氧池前15天全部静止,第15天开启全部充氧泵曝气,直到好氧活性污泥颜色由黑色变为黄色(大约10个小时左右)。如用显微镜观察生物相时,没有轮虫、钟虫,只有简单原生物。说明活性污泥的活性下降,需要间歇进水逐步培养活性污泥。
四、恢复生产系统启动
恢复前的检查准备工作:
1、各污水设备是否运行正常,各池间水量和实时PH
2、刚恢复系统开始进水时,需降低负荷,少量进水,间歇里水、逐步加大进水量。
3、厌氧系统开始进水,裙进水水量控制在总进水量的25%左右,然后进水50%,再控制进水量70%,最后进水量提高到100%。具体的进水时间根据时间长短自行确定,提过适合自己工厂的运行水量。
4、好氧系统全部开启充氧泵,进行曝气,直到污泥颜色由黑色变为黄褐色。开始按照正常运转进行管理运行。
五、淡季污水设施维护保养
1、充分利用淡季停产的机会对所有可能沉积淤泥的系统进行清淤。如事故池、集水池、调节池、初沉池等。污泥沉积过多,会随着废水进入厌氧系统,对厌氧系统造成冲击。
2、对泵体、电机进行排查。腐蚀严重的进行更换,锈蚀的进行除锈防腐,电机轴承进行加油,磨损严重的进行更换。
3、调节池:检查水下搅拌装置运行情况,并定期进行维护保养(至少三个月进行润换保养)
4、厌氧池:检查进水管是否脱落,捕捞腐化悬浮的污泥,清理分水箱内的泥沙等;取泥观察厌氧泥情况,是否有硅藻土进入影响污泥活性;检查感想分离器状态是否有沼气泄露。
5、好氧池:检查曝气是否均匀,判断各曝气工作情况,如有考完及时清理;对腐蚀的管道时行除锈防腐。
6、二沉池:检查刮泥机是否正常工作,刮泥机是否漏油。
7、污泥压滤机:定期进行维护保养,确保正常运行。
8、其他设备及护栏的防锈管理,计划性检修,在线检测仪器的维护。
六、其他注意事项
1、充分利用停产的机会对所有污水运行人员进行污水运行知识培训,利用淡季生产修订和编制污水运行SOP并进行厂内考核,组织人员到区域内污水运行良好的企业单位进行学习交流。
2、停产期间,务必加强巡查,杜绝出现厌氧池酸化,好氧池污泥死亡等恶性事故的发生。
3、停产期间,污水站内外注意加强安全监督,预防安全事故的发生,保证公私财产人身安全。